Artisanat et Eaux Usées :
Etat des lieux, problématiques et solutions
pour l'activité "Mécanique générale"
 8 000 entreprises artisanales en France métropolitaine
8 000 entreprises artisanales en France métropolitaine
225 jours/an d’activité moyenne
Etat des lieux
Informations générales
L’activité de mécanique générale met en jeu une grande diversité de procédés. Chaque entreprise se distingue des autres par la quantité et la nature des procédés utilisés, même si certains sont communs à la plupart d'entre-elles. Il est ainsi possible de répertorier les procédés suivants :
- usinage par coupe ;
- usinage par rectification ;
- usinage par électroérosion ;
- polissage mécanique ;
- polissage et ébavurage mécano-chimique (également appelé tonnelage) ;
- grenaillage ;
- découpage - emboutissage ;
- formage des tôles fortes.
Volumes de rejets d’eaux usées de production
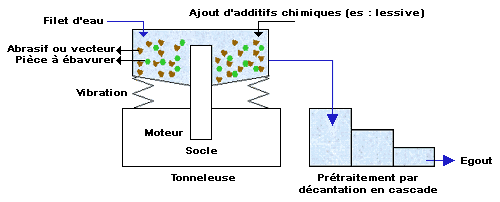
Le seul procédé de fabrication qui rejette des eaux usées est celui de tribofinition mécano-chimique, appelé « tonnelage ». Le volume d'eau usée rejeté lors du tonnelage dépend de la durée de l'opération, donc de la quantité et de la nature des pièces à traiter.
De plus, le réglage du débit de l'eau de rinçage est effectué manuellement et de manière peu précise. La variation de ces paramètres explique les écarts observés d'une entreprise à l'autre : le volume de rejet peut passer de 10 litres à 60 litres pour un cycle du même procédé.
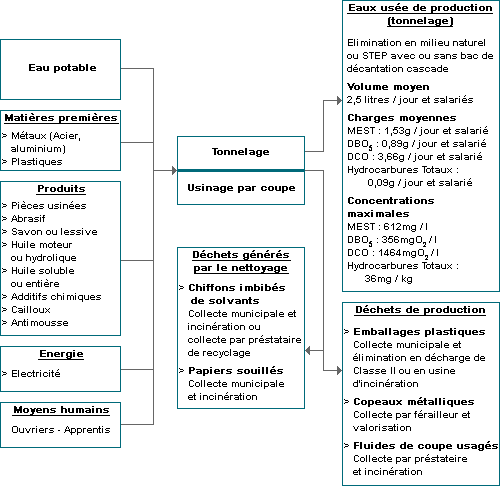
Il est possible néanmoins d’extrapoler sur une année et d’obtenir un volume moyen d'effluent rejeté de 2,5 litres par jour et par salarié productif pour les entreprises pratiquant le tonnelage.
Pollutions des rejets d’eaux usées de production
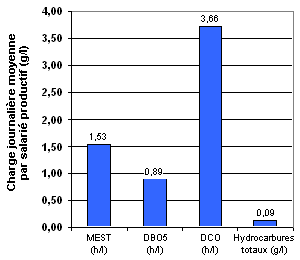 Le tonnelage ne peut pas être considéré comme un procédé polluant puisque les valeurs mesurées sont loin d'atteindre les limites imposées en réseau d’assainissement par la législation.
Le tonnelage ne peut pas être considéré comme un procédé polluant puisque les valeurs mesurées sont loin d'atteindre les limites imposées en réseau d’assainissement par la législation.
Il est cependant possible de noter, dans certains cas, que les concentrations en hydrocarbures totaux peuvent être supérieures aux normes.
En termes de charges journalières, les valeurs restent bien en- dessous des seuils imposés.
Modélisation de l’activité
Problématiques
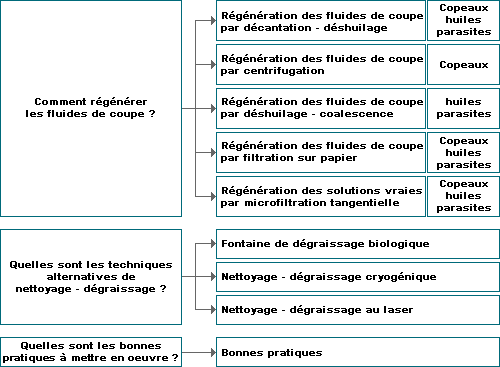
Dégradation des fluides de coupe
Hygiène :
- accumulation des huiles surnageantes ou vagabondes ;
- encrassement des machines ;
- développement de micro-organismes dans les bains favorisant les mycoses.
Impuretés (copeaux, limailles, huiles surnageantes ou vagabondes) :
- encrassement des machines (nécessitant un entretien représentant 1,5 % de la masse salariale) ;
- modification des propriétés du fluide de coupe (viscosité, hétérogénéité, effet thermique) ;
- diminution de l’échange d’oxygène entre l’air et le fluide de coupe ;
- abrasion des conduites, des pompes et des outils ;
- réduction de la durée de vie du bain (plus de consommables, volumes de bains à traiter annuellement plus importants).
Influence direct sur le coût de traitement et le respect de bonnes pratiques face au contexte économique.
Dégraissants pétroliers
Problématique des dégraissants pétroliers sur les réseaux d’assainissement :
- émanations toxiques dans les réseaux d'assainissement ;
- destruction de la flore microbienne dans la chaîne de traitement biologique de la station d'épuration.
Problématique des dégraissants pétroliers sur le milieu naturel :
- destruction de la faune et de la flore.
Pollutions issues des dégraissants pétroliers :
- charge en AOX élevée.
Identification des sources de production des dégraissants pétroliers dans les entreprises :
- nettoyage - dégraissage de pièces avec des solvants classiques pétroliers.
Solutions aux problématiques
Les solutions aux problématiques sont disponibles sous forme de fiches techniques dans le cadre de la journée technique "Raccordement des petites entreprises à un réseau d’assainissement collectif".